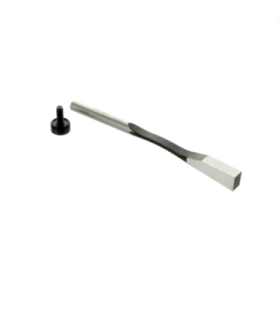









| Ref. | Max. |
| PX060630-175 PX060830-175 PX081030-175 PX081230-175 | 38mm. |
| PX060630-250 PX060830-250 PX081030-250 PX081230-250 | 58mm. |
| PX060630-325 PX060830-325 PX081030-325 PX081230-325 | 58mm. |
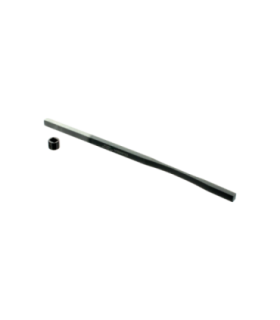
| Ref. | Max. |
| PX060630-175 PX060630-250 PX060630-325 PX060830-175 PX060830-250 PX060830-325 PX081030-175 PX081030-250 PX081030-325 PX081230-175 PX081230-250 PX081230-325 | 18mm. |
Please sign in first.
Oturum aç