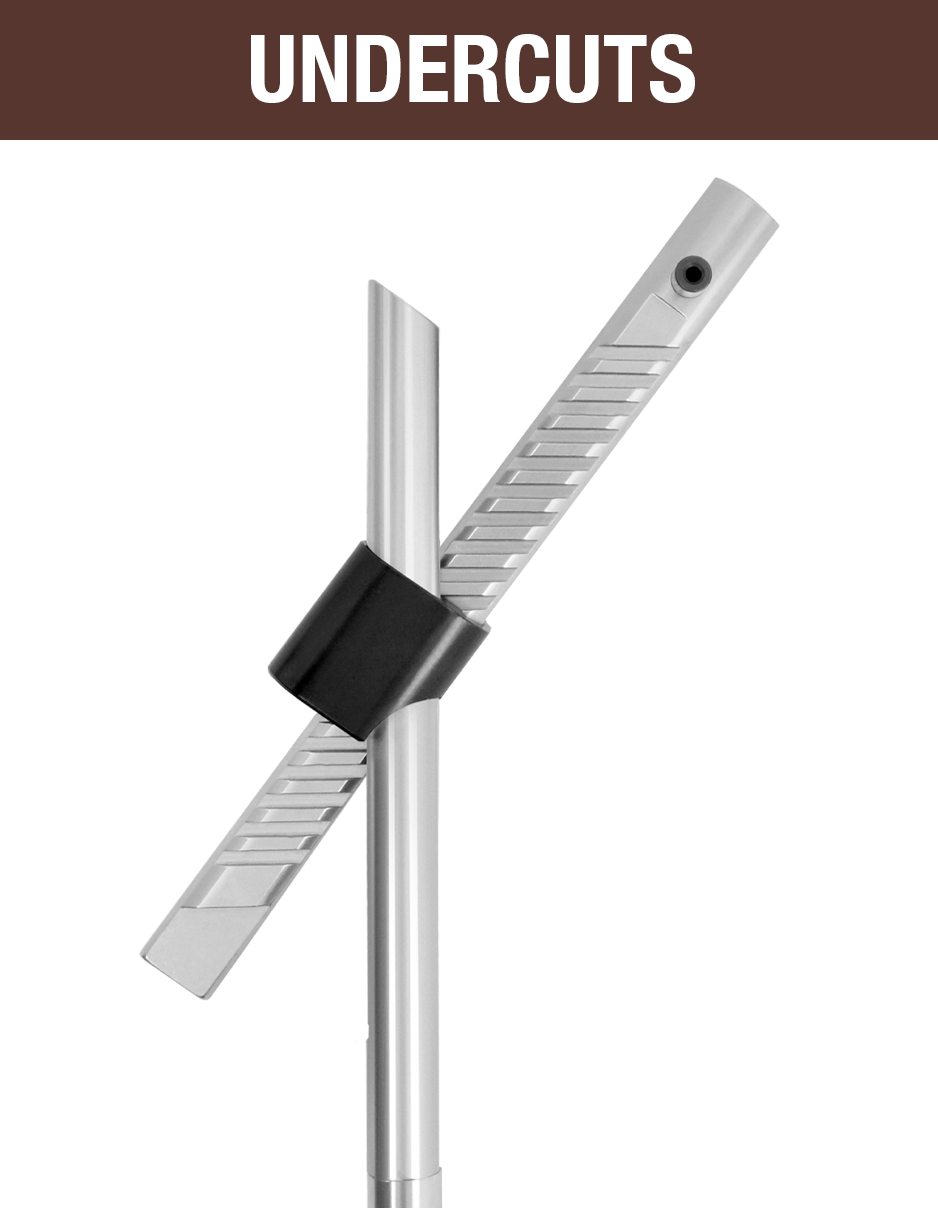








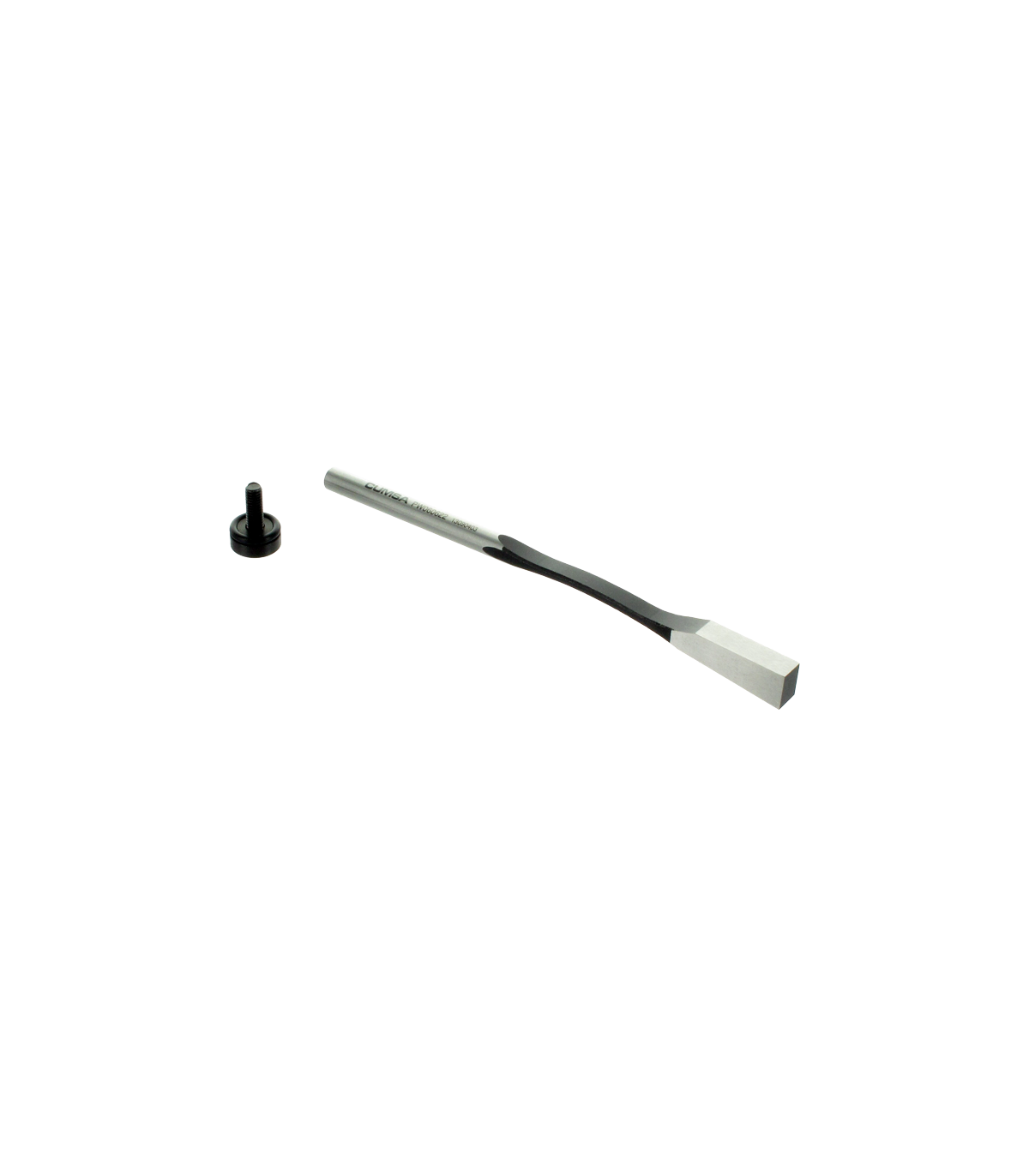

The opening of the sprung cores is a radial movement. Due to this, at the edge of the stroke, the opening is 3.5mm (0.138”), 4.5mm (0.177”) and 5.5mm (0.217”), depending on the model (K dimension in the catalogue). Here you can see a more detailed technical explanation.
| Ref. | Max. |
| PW060622 PW060822 | 10mm. |
| PW060630 PW060830 | 45mm. |
| PW080825 PW081025 PW081225 | 15mm. |
| PW081030 PW081230 PW101430 PW101630 PW101830 | 45mm. |
| Ref. | Max. |
| PW060622 PW060822 | 10mm. |
| PW060630 PW060830 | 18mm. |
| PW080825 PW081025 PW081225 | 13mm. |
| PW081030 PW081230 PW101430 PW101630 PW101830 | 18mm. |
Please sign in first.
Registra't